| |
|
|
| |

|
|
¤·Abrasive WaterjetżˇĽ´Â żöĹÍÁ¬ ˝şĆ®¸˛ŔĚ
ż¬¸¶Á¦ ŔÔŔÚ¸¦ °ˇĽÓ˝ĂĹ°°í, °ˇĽÓµČ ŔÔŔÚ°ˇ ĽŇŔ縦 ±«˝ÄÇŃ´Ů.
¤·Abrasive WaterjetŔş ĽřĽöą°
żöĹÍÁ¬ş¸´Ů Ľö ąé ąč °·ÂÇĎ´Ů.
¤·Abrasive WaterjetŔş ±ÝĽÓ,
µą, şąÇŐĽŇŔç, ĽĽ¶óąÍ °°Ŕş °ćÁúŔç·áżˇ »çżëµČ´Ů.
¤·ÇĄÁŘ ĆĶó¸ŢĹ͸¦ »çżëÇĎ´Â Abrasive WaterjetŔş
ľË·çąĚ´˝żÁ»çŔ̵弼¶óąÍ(ľË·çąĚłŞ) Á¤µµŔÇ °ćµµ¸¦ °®°ĹłŞ ±×
ş¸´Ů ľŕ°Ł łôŔş °ćµµ¸¦ °®´Â ĽŇŔ縦 Ŕý´ÜÇŇ Ľö ŔÖ´Ů. |
| |
 |
| |
¤·ľĆÁÖ ´ŮľçÇŃ ŔçÁúŔ» °ˇ°ř
¤·żżµÇâşÎ ľřŔ˝
¤·±â°čŔű ŔŔ·Â ľřŔ˝
¤·ÇÁ·Î±×·Ą żëŔĚ
¤·°ˇ´Â Á¦Ć® ˝şĆ®¸˛(Á÷°ć 0.020to 0.050 inch)
¤·ĽĽąĐÇŃ Çü»ó °ˇ´É
¤·ąÚĆÇ °ˇ°ř
¤·10 inch ČÄĆÇ °ˇ°ř
¤·°ăħŔý´Ü °ˇ´É
¤·Ŕý´Ü ˝Ă ĽŇŔç ł¶şń °ĹŔÇ ľřŔ˝
¤·°íÁ¤ŔĚ °Ł´Ü
¤·ŔŰŔş Ŕý»č·Â(ÄżĆýà 1 lb ŔĚÇĎ)
¤·°ĹŔÇ ¸đµç ŔŰľ÷żˇ ÇĎłŞŔÇ Ĺř »çżë
¤·´ÜµÎżˇĽ ´ŮµÎ·Î ˝±°Ô ŔüČŻ»çżë °ˇ´É
¤·ĽřĽöą°żˇĽ ż¬¸¶Á¦ żöĹÍÁ¬Ŕ¸·Î şü¸Ą ŔüČŻ °ˇ´É
¤·ŔĚÂ÷ŔŰľ÷ °¨ĽŇ(ČÄ°řÁ¤ °¨ĽŇ)
¤·ąö°ˇ °ĹŔÇ ľřŔ˝ |
| |
Abrasive Waterjet ÄżĆĂżˇ »çżëµÇ´Â ż¬¸¶Á¦´Â
°ĹŔÇ °ˇłÝ(garnet)ŔĚ´Ů. °ˇłÝŔş °ÇĎ°í °ĹÄĄ¸ç ˝Î´Ů. ÇÎĹ©»ö ¸đ·ˇ·Î ŔŰľ÷żˇ
µű¶ó ¸Ţ˝¬ Ĺ©±â°ˇ ´Ů¸Ł´Ů. |
| |
¤·120 Mesh : şÎµĺ·Żżî ÇĄ¸éŔĚ żä±¸µÉ ¶§
¤·80 Mesh : ´ëşÎşĐŔÇ ąüżë ŔŰľ÷˝Ă
¤·50 Mesh : #80 ş¸´Ů Á¶±Ý şü¸ŁłŞ ľŕ°Ł °ĹÄŁ ÇĄ¸é
¤·16~36 Mesh : µÎ˛¨żî ĽŇŔçŔÇ ÄżĆýà ŔűÇŐ, °ĹÄŁ Ŕý´Ü¸éŔ» °ˇÁü,
µÎ˛®°í Á¤ąĐµµ°ˇ ł·Ŕş ö±ŮÄÜĹ©¸®Ć® ÄżĆĂ˝Ă
ÁÖ·Î »çżë
|
| |
Ć÷Äż˝ĚĆ©şę(Focusing tube, Abrasive nozzle)´Â ĂŃ˝ĹĂł·ł
ż¬¸¶Á¦ ŔÔŔÚ¸¦ °ˇĽÓ˝ĂŲ´Ů. Ć÷Äż˝ĚĆ©şę´Â ±ćŔĚ°ˇ ľŕ 3ˇ°~4ˇ±Ŕ̸ç, żÜ°ćŔş
ľŕ 1/4ˇ±~1/2ˇ°ŔĚ´Ů. ł»°ćŔş 0.020~0.120 inŔÇ ąüŔ§¸¦ °®´Â´Ů
Ć÷Äż˝ĚĆ©şężÍ ŔŰľ÷ą° »çŔĚŔÇ °Ĺ¸®(SOD)´Â ş¸Ĺë 0.25mm ~ 5mmŔĚ´Ů.
2mm ş¸´Ů Ĺ« SOD´Â ĆÄĆ®ŔÇ Ŕý´Ü¸é Ŕ§żˇ Ľ¸®(haze)°ˇ ł˘°Ô ÇŃ´Ů.
¸ąŔş ˝Ă˝şĹ۵éŔĚ Ľ¸®¸¦ ÁŮŔĚ°ĹłŞ Á¦°ĹÇϱâ Ŕ§ÇŘ ą°ĽÓżˇĽ ÄżĆĂÇĎ°ĹłŞ ´Ů¸Ą
±âĽúŔ» »çżëÇŃ´Ů.
Abrasive WaterjetŔÇ ĽŇ¸đÇ°Ŕş
ą°, ż¬¸¶Á¦, żŔ¸®ÇÇ˝ş(żöĹÍłëÁń), łëÁńŔĚ´Ů. |
| |
|
| |
ÄżĆĂÇü»óżŔÂ÷´Â ´ŮŔ˝°ú °°Ŕş żřŔÎŔ¸·Î ąß»ýÇŃ´Ů. |
| |
part
errors
|
Ľł
¸í |
Stream
Lag /
Jet Lag
|
żöĹÍÁ¬
¶Ç´Â ·ąŔĚŔúłŞ ÇöóÁ °°Ŕş şö ÇüĹ·ΠĽŇŔ縦 Ŕý´ÜÇŇ ¶§ Ŕý´ÜČűŔĚ
¶łľîÁö±â ˝ĂŔŰÇϸé ŔĚĽŰąćÇâ°ú ąÝ´ëąćÇâŔ¸·Î ˝şĆ®¸˛(stream)ŔĚ
ČÖ°Ô µČ´Ů. ŔĚ°ÍŔş ´ŮŔ˝ŔÇ ą®Á¦¸¦ ľß±âÇŃ´Ů;
Ĺ×ŔĚĆŰ Áő°ˇ, ÄڳʿŔÂ÷, żřČŁŔÇ ˝şŔ§ÇÎ ľĆżô.
Ŕý´ÜČűŔ» łôŔĚ°ĹłŞ Ŕý´Ü ĽÓµµ¸¦ ÁŮŔÓŔ¸·Î˝á ŔĚ ĂłÁüżˇ·Ż(lag
error)¸¦ ÁŮŔδŮ
|
Ĺ×ŔĚĆŰ
Áő°ˇ
|
VŔÚ ÇüĹÂŔÇ Ĺ×ŔĚĆŰ´Â Ŕý´Ü ĽÓµµ°ˇ
şü¸¦ ¶§ »ý±ä´Ů. Ĺ×ŔĚĆŰ´Â Ŕý´Ü ĽÓµµ¸¦ ÁŮŔĚ°ĹłŞ Ŕý´ÜČűŔ» łôŔÓŔ¸·Î˝á
ĂÖĽŇČ ÇĎ°ĹłŞ Á¦°ĹµČ´Ů. |
ł»şÎ
ÄÚłĘ ą®Á¦
|
łôŔş ĽÓµµ·Î ł»şÎ Äڳʸ¦ Ŕý´ÜÇŇ
¶§ ˝şĆ®¸˛ŔĚ Äڳʸ¦ µą°í łŞ°Ą ¶§, şÎÇ°Ŕ» ĆĸԴ´Ů. |
Sweeping
out
|
łôŔş ĽÓµµ·Î żřČŁłŞ żřŔ» Ŕý´ÜÇŇ
¶§ ˝şĆ®¸˛ ·ˇ±×(stream lag)´Â ÄÜ Çü»ó(cone shape)Ŕ»
¸¸µç´Ů. |
ĽŇŔçŔÇ
°íÁ¤
|
żöĹÍÁ¬ŔĚ °íÇ°Áú(Á¤»č)ŔÇ Ŕý´Ü
˝Ă 1/2ĆÄżîµĺ ŔĚÇĎŔÇ ĽöÁ÷·ÂŔ» Ŕü´ŢÇĎ°í, Ȳ»č˝Ă 5ĆÄżîµĺ ŔĚÇĎŔÇ
Ŕý»č·ÂŔ» Ŕü´ŢÇÔżˇµµ şŇ±¸ÇĎ°í, ŔűŔýÇŃ ĽŇŔçŔÇ °íÁ¤ŔĚ Á¤ąĐÇŃ şÎÇ°Ŕ»
»ý»ęÇϱâ Ŕ§ÇŘ ÇĘżäÇĎ´Ů. şÎÇ°Ŕş Ŕý´Ü, ¶Ç´Â ÇÇľî˝Ě µżľČżˇ żňÁ÷ż©Ľ´Â
ľČµÇ¸ç ¶łľîĽµµ ľČµČ´Ů. ŔĚ żˇ·Ż¸¦ ĂÖĽŇČÇϱâ Ŕ§ÇŘĽ ijóŔÇ ¸đĽ¸®żˇ
ĽŇŔ縦 °íÁ¤˝ĂĹ°°í Ĺ×ŔĚşí ˝˝·§(slat)ŔĚ żňÁ÷ŔĚÁö ľĘµµ·Ď ąŮ¸¦
´í´Ů. Ŕý´Ü ˝Ăżˇ ĽŇŔç ¶ł¸˛ŔĚłŞ żňÁ÷ŔÓżˇ ÁÖŔǸ¦ ±âżďŔδ٠|
ĽŇŔç
şŇľČÁ¤
|
Çöó˝şĆ˝ °°Ŕş ĽŇŔçµéŔş żÂµµ
şŻČżˇ ¸Ĺżě ąÎ°¨ÇĎ´Ů. żĆŘâŔ¸·Î şŇ¸®´ÂµĄ ŔĚ·ŻÇŃ ĽŇŔçµéŔş ľŕ°ŁŔÇ
żŔĚ °ˇÇŘÁö¸é ĆŘâÇŇ Ľöµµ ŔÖ°í łĂ°˘µÇ¸é ĽöĂŕÇŇ Ľöµµ ŔÖ´Ů. żöĹÍÁ¬
Ŕý´Ü ˝Ăżˇ ĽŇŔç°ˇ ¶ß°ĹżöÁ®Ľ´Â ľČµÇÁö¸¸ µű¶ćÇŘÁú Ľö´Â ŔÖ´Ů. ¶ÇÇŃ
ÁÖą°ĽŇŔ翡 ŔÖ´Â ±âĆ÷¸¦ ÁÖŔÇÇŘľß ÇϴµĄ, żÖłÄÇĎ¸é ˝şĆ®¸˛(stream)ŔĚ
±âĆ÷¸¦ Č®Ŕĺ˝ĂĹł Ľöµµ Ŕֱ⠶§ą®ŔĚ´Ů.
AWJ(ż¬¸¶Á¦żöĹÍÁ¬)´Â ąÚĆÇżˇĽ µÚƲ¸˛Ŕ» ŔĎŔ¸Ĺ°Áö ľĘ´Â´Ů. ±×·ŻłŞ
ŔŔ·ÂŔ» Á¦°ĹÇŃ´Ů. 0.125in. ŔĚÇĎŔÇ ąÚĆÇĽŇŔç·Î ŔŰľ÷Ŕ» ÇĎ°í
ĆÄĆ® ąŰżˇĽ ľČÂĘŔ¸·Î µéľîżŔ¸éĽ Ŕý´ÜÇŃ´Ů¸é şńƲ¸˛ŔĚłŞ ČÚ Çö»óŔĚ
»ý±ć Ľöµµ ŔÖ´Ů. °ˇ´ÉÇĎ¸é ĽŇŔç ľČżˇĽşÎĹÍ Ŕý´ÜÇŘ łŞżŔ¸éĽ şńƲ¸˛ŔĚłŞ
ČÚ Çö»óŔ» ÇÇÇŃ´Ů. |
|
| |
|
| |
Abrasive Waterjet Ŕý´Üżˇ
ŔÖľîĽ ş¸ĆíŔűŔÎ Ŕ߸řµČ »ý°˘Ŕş °ˇ´ÉÇŃ ÇŃ ŔŰŔş µż·Â°ú, ŔŰŔş ľĐ·Â, ŔűŔş
ż¬¸¶Á¦¸¦ »çżëÇĎ´Â °ÍŔĚ ĂÖĽ±Ŕ̶ó´Â °ÍŔĚ´Ů. »ç˝Çżˇ Ŕ־ ±×·¸Áö ľĘ´Ů.
ÇŮ˝ÉŔş °ˇ´ÉÇŃ ÇŃ şü¸Ł°Ô Ŕý´ÜÇĎ´Â °ÍŔĚ´Ů.
´ëşÎşĐŔÇ °řÁ¤żˇ ŔÖľîĽ, ˝Ă˝şĹŰŔ» ĂÖ°íĽÓµµ·Î °ˇµżÇŇ ¶§ŔÇ żîŔüşńżëŔş ÁÖľîÁř
˝Ă°Łżˇ ¸ąŔş şÎÇ°µéŔ» »ý»ęÇŘ łżŔ¸·Î˝á Ŕý°¨µÇ´Â µ·żˇ ŔÇÇŘ ČÎľŔ ´ő °ˇÄˇ°ˇ
ŔÖ´Ů.
ľĆ·ˇŔÇ ±×·ˇÇÁ´Â Ç×»ó °°Ŕş °ćÇâŔ» ş¸Ŕ̴µĄ, ż¬¸¶Á¦°ř±Ţ·®ŔĚ 0 żˇĽşÎĹÍ
Áő°ˇÇÔżˇ µű¶ó Ŕý´ÜĽÓµµ´Â »ˇ¶óÁö°í ŔÎġ´ç şńżëŔş ł»·Á°Ł´Ů. Ŕý´ÜĽÓµµżÍ ŔÎġ´ç
şńżë µŃ ´Ů ĂÖŔűŔÎ Áˇżˇ µµ´ŢÇҶ§ ±îÁö´Â ±×·¸´Ů. °ˇŔĺ şü¸Ą Ŕý´ÜĽÓµµ =
°ˇŔĺŔűŔş ŔÎġ´ç şńżëŔĚ´Ů. |
| |
|
| |
| |
| |
| |
|
|
|
|
| |
 |
|
| |
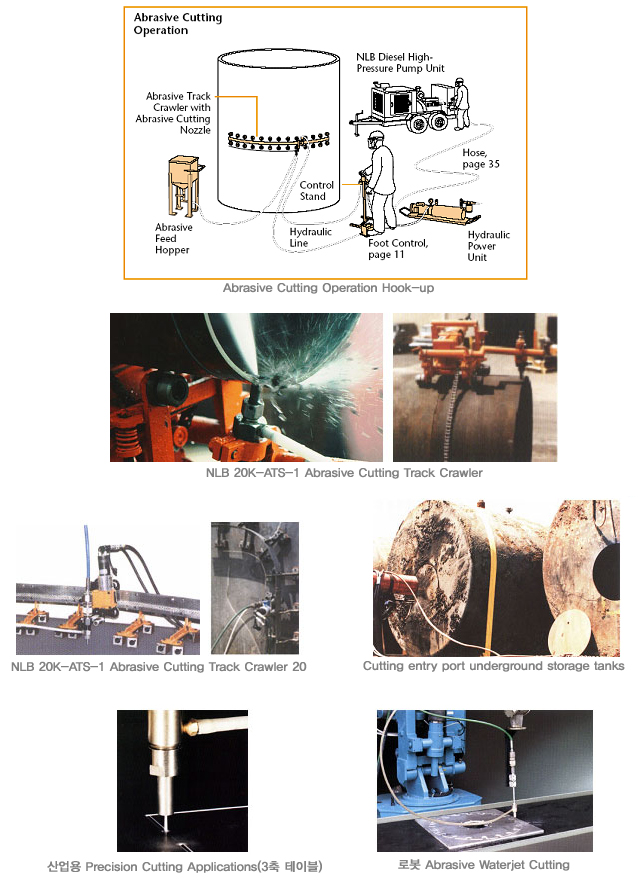
NLB Abrasive Waterjet Cutting ˝Ă˝şĹŰŔş
±ÝĽÓ, ÄÜĹ©¸®Ć®, şąÇŐĽŇŔç µîŔ» ÄżĆĂÇŐ´Ď´Ů. Ŕ۵żľĐ·ÂŔş 40,000 psi ±îÁöŔ̸ç
µÎ˛¨żî ö±ŮÄÜĹ©¸®Ć® ¶Ç´Â ĹĘĹ© ÄżĆĂżˇ ¸ąŔĚ »çżëµË´Ď´Ů.
ÄżĆĂŔş ĽŇŔ翡 żşŻÇüŔ» ŔŻąßÇĎÁö ľĘŔ¸¸ç, şÎµĺ·Żżî Ŕý´Ü¸é Čąµć, ĽŇŔ糶şń ĂÖĽŇČ,
ÇÇ´Ď˝Ě µî 2Â÷ ČÄŔŰľ÷ŔĚ ÇĘżäľř˝Ŕ´Ď´Ů. łëÁńŔĚĽŰŔ» ŔÚµżČÇĎż© ÄżĆĂÇěµĺŔÇ ŔĚĽŰŔ» Á¦ľîÇŇ
Ľö ŔÖŔ¸¸ç, ¶óżîµĺ ÄżĆĂ°ú Ćň¸é ÄżĆĂ ¸đµÎ °ˇ´ÉÇŐ´Ď´Ů.
NLB ˝Ă˝şĹŰŔÇ ĆŻÂˇ:
- ¸ŐÁö, ĽŇŔ˝ ±×¸®°í żŔĚ ´Ů¸Ą ÄżĆĂąćąýş¸´Ů Ŕű´Ů
- ąö, ˝˝·ˇ±×, µÚƲ¸˛ŔĚ ľř´Ů
- łëÁń°˘µµżÍ ĽÓµµ Á¶Ŕý °ˇ´É
- ÇĎłŞŔÇ Abrasive nozzle·Î ¶óżîµĺżÍ Ćň¸é ÄżĆĂŔĚ °ˇ´É
- Air ȤŔş hydraulic drive ±¸Ľş ¸đµÎ°ˇ °ˇ´É
|
| |
 |
|
|
| |

|
|
 |
| |
| |
|